Описание способов устранения дефектов
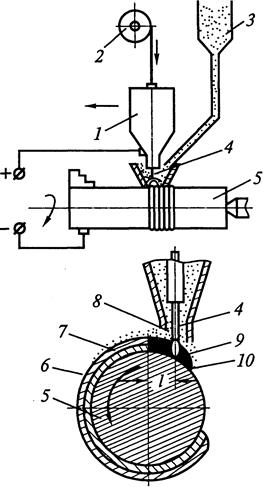
Рис. 2. Схема электродуговой наплавки деталей под флюсом:
1 — наплавочный аппарат; 2 — кассета с проволокой; 3 — бункер с флюсом; 4 — проволока электродная; 5 — деталь; 6 — наплавленный металл; 7— корка шлаковая; 8 — флюс; 9 — сварочная дуга; 10 — расплавленный металл
При наплавке под флюсом деталей, регулируя частоту оборотов детали, шаг наплавки, скорость подачи проволоки, можно за один проход наплавлять от 0,5 до 5 мм на сторону.
Используя легирующий флюс, легированную или порошковую проволоку, можно получить металл любой структуры и твердости от HRC 30 до HRC 64. В частности, применяя для наплавки стальных коленчатых валов пружинную проволоку Нп-65Г и легирующий флюс, состоящий из феррохрома, флюса АН-348А и графита, можно получить наплавленный металл со структурой мартенсита и твердостью HRC 64 без термической обработки.
Химический состав флюса, кроме защиты от воздуха, должен обеспечить стабильность горения дуги в процессе наплавки, получение заданного химического состава наплавленного металла, получение швов без видимых трещин и с минимальным (допустимым) числом шлаковых включений и пор.
Для наплавки деталей из углеродистых и малолегированных сталей разработаны и изготавливаются различные составы и марки флюсов, в том числе АН-348А, АН-348АМ, ОСЦ-45, ОСЦ-45М, ФЦ-9, АН-51. Наилучшие результаты при наплавке деталей диаметром от 50 до 80 мм получаются при использовании флюса АН-348А, который имеет следующий химический состав: окись кремния Si02 41 .44%; окись марганца МnО 34 .38%; фтористый кальций CaF2 3,5 .4,5% и некоторые другие элементы.
Режимы наплавки существенно влияют на формирование наплавленного слоя. С уменьшением смещения электрода с зенита глубина проплавления увеличивается. С увеличением напряжения дуги глубина проплавления не изменяется, ширина валика возрастает. С увеличением шага наплавки уменьшается перекрытие валиков и возрастает глубина проплавления. Хорошее формирование слоя обеспечивается, если последующий валик перекрывает предыдущий на 1/3, при этом шаг наплавки равен 2/3 ширины валика.
С ростом тока глубина проплавления увеличивается. На автоматических установках значение тока зависит от скорости подачи и диаметра проволоки. С их увеличением ток возрастает и наоборот. Скорость подачи проволоки и ее диаметр выбирают исходя из требуемой толщины наплавляемого металла и диаметра детали.
Наплавку деталей из углеродистой стали 30, 40, 45 производят углеродистыми проволоками марок Нп-30, Нп-40, Нп-50, Нп-65, Нп-80, легированной Нп-30ХГСА. Наплавленный этими проволоками под флюсом АН-348А металл по своему химическому составу мало отличается от химического состава основного металла.
При наплавке деталей, изготовленных из стали 35 и 45, в качестве электродного материала рекомендуется применять проволоку марок Нп-40 и Нп-50, которые позволяют получить наплавленный металл по своему химическому составу, соответствующий стали 35 и 40. Твердость наплавленного металла получается в пределах НВ 187 . 192.
Наплавка закаленных сталей производится с последующей их закалкой током высокой частоты (ТВЧ), что обеспечивает получение наплавленного металла с твердостью до HRC 45.
Детали, изготовленные из малоуглеродистой стали 20, наплавляют электродной проволокой Нп-30 или Св-08 под слоем флюса. Флюс перед употреблением необходимо высушить при температуре 350 .400°С, чтобы удалить из него влагу, которая, испаряясь при наплавке, способствует образованию пор.
При наплавке цилиндрических гладких и резьбовых поверхностей по винтовой линии первый валик наплавляют вкруговую, а следующие по винтовой линии. При наплавке необходимо устанавливать электродную проволоку по отношению к зениту цилиндрической поверхности с некоторым смещением в сторону, противоположную направлению вращения детали, обеспечив смещение электрода от зенита.
При неправильной установке электродной проволоки (в зените или при смещении по ходу вращения) расплавленный металл и шлак стекают с поверхности детали, так как металл в ванне не успевает затвердеть, что приводит к ухудшению условий формирования шва.
Разделы
- Главная
- Понятие и значение экономики транспорта
- Проектирование участка улицы
- Тепловозы на природном газе
- Особенности транспортной логистики
- Экспорт транспортных услуг
- Электрооборудование автомобилей
- Материалы
- Карта сайта