Описание способов устранения дефектов
защита сварочной дуги и ванны жидкого металла от вредного влияния кислорода и азота воздуха;
выделение растворенных газов и шлаковых включений из сварочной ванны в результате медленной кристализации жидкого металла под флюсом;
возможность использования повышенных сварочных токов, которые позволяют увеличить скорость сварки, что способствует повышению производительности труда в 6 .8 раз;
экономичность в отношении расхода электроэнергии и электродного металла;
отсутствие разбрызгивания металла благодаря статическому давлению флюса; возможность получения слоя наплавленного металла большой толщины (1,5 .5 мм и более);
независимость качества наплавленного металла от квалификации исполнителя;
лучшие условия труда сварщиков ввиду отсутствия ультрафиолетового излучения; возможность автоматизации технологического процесса.
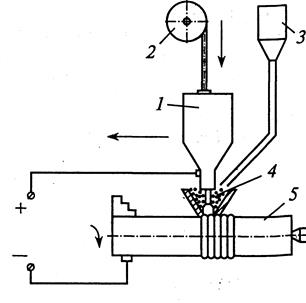
Рис. 3. Схема автоматической дуговой наплавки цилиндрических деталей под флюсом:
1 – патрон; 2 – кассета; 3 – бункер; 4 – флюс; 5 – деталь.
Недостатки способа: значительный нагрев детали; невозможность наплавки в верхнем положении шва и деталей диаметром менее 40 мм из-за стекания наплавленного металла и трудности удержания флюса на поверхности детали;
сложность применения для деталей сложной конструкции, необходимость и определенная трудность удаления шлаковой корки; возможность возникновения трещин и образования пор в наплавленном металле.
Режим наплавки определяется силой тока, напряжением, скоростью наплавки, материалом электродной проволоки, ее диаметром и скоростью подачи, маркой флюса и перемещением электрода, шагом наплавки.
Силу тока определяют по таблицам или по формуле:
![]()
где dэ — диаметр электрода, мм.
При наплавке сварку обычно ведут постоянным током обратной полярности. Напряжение сварочной дуги задают в пределах 25 .35 В, скорость наплавки составляет 20 .25 м/ч, подачи проволоки — 75 . 180 м/ч. Вылет электрода и шаг наплавки зависят от диаметра проволоки и определяются по формулам:
![]()
где ![]() — вылет электрода, мм;
— вылет электрода, мм;
S — шаг наплавки, мм.
Схема дуговой наплавки под флюсом цилиндрических деталей приведена на рис. 3. Деталь 5 устанавливают в патроне или центрах специально переоборудованного токарного станка, а наплавочный аппарат на его суппорте. Электродная проволока подается из кассеты 2 роликами подающего механизма наплавочного аппарата в зону горения электрической дуги. Движение электрода вдоль сварочного шва обеспечивается вращением детали, а по длине наплавленной поверхности продольным движением суппорта станка. Наплавка производится винтовыми валиками с взаимным их перекрытием примерно на 1/3. Сыпучий флюс 4, состоящий из отдельных мелких крупиц, в зону горения дуги поступает из бункера 3. Под воздействием высокой температуры часть флюса плавится (рис. 4), образуя вокруг дуги эластичную оболочку, которая надежно защищает расплавленный металл от действия кислорода и азота. После того как дуга переместилась, жидкий металл твердеет вместе с флюсом, образуя на наплавленной поверхности ломкую шлаковую корку. Флюс, который не расплавился, может быть снова использован. Электродная проволока подается с некоторым смещением от зенита «е» наплавляемой поверхности в сторону, противоположную вращению детали. Это предотвращает отекание жидкого металла сварочной ванны. Режимы наплавки устанавливаются в зависимости от диаметра наплавляемой поверхности детали и приведены в табл. 4
Для наплавки используются наплавочные головки А-580М, ОКС-5523, А-765 или наплавочные установки СН-2, УД-209 и другие.
При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3 . 5 мм поперек движения после наложения шва заданной длины. Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами. Основные параметры наплавки плоских поверхностей приведены в табл. 5.
Разделы
- Главная
- Понятие и значение экономики транспорта
- Проектирование участка улицы
- Тепловозы на природном газе
- Особенности транспортной логистики
- Экспорт транспортных услуг
- Электрооборудование автомобилей
- Материалы
- Карта сайта