Описание способов устранения дефектов
При заварке отверстий малых диаметров наплавка производится по периметру до заполнения всего отверстия. После заполнения отверстия производится подварка с другой стороны.
Существует и применяется способ заварки неразделанных трещин поперечными швами. Поперечный сварочный шов, остывая, стягивает трещину так плотно, что трещина становится водонепроницаемой при давлении воды до 2943-102 Па. http://moi-goda.ru закрытые металлические шкафы для документов.
Для сварки и наплавки применяют холоднотянутую проволоку следующих диаметров; 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 1,8; 2,0; 2,5; 3; 4; v 6; 8; 10; 12 мм.
При восстановлении деталей дорожных машин чаще всего применяют электроды диаметром от 1,2 до 5,0 мм.
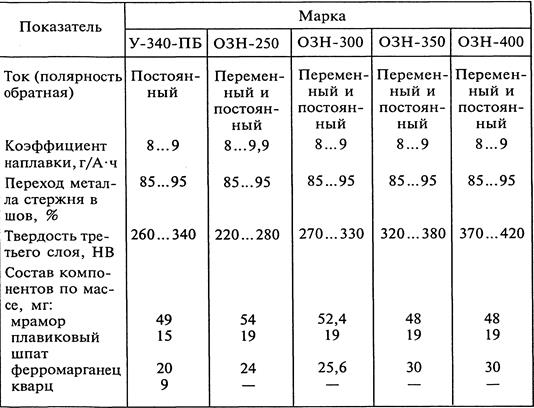
Для обеспечения требуемых механических свойств сварного соединения необходимо поменять соответствующие марки электродов. Для получения металла средней твердости для наплавочных работ применяют марки электродов, приведенные в табл. 3.
Таблица 3 Электроды для наплавочных работ с получением металла средней твердости
Режим сварки — это комплексное понятие, включающее в себя несколько факторов, среди которых главными являются сила тока и скорость сварки. Сила тока зависит от диаметра электрода:
I=kd,
где — сила тока, А; к = 35 .55 А мм; d — диаметр электрода, мм. Зависимость силы тока от диаметра электрода приведена ниже.
Диаметр, мм . 1,5 2,0 2,5 3,0 4,0
Сила тока, А . 50 .75 70 . 100 90 . 120 100 . 160 170 .220
Диаметр, мм . 5,0 6,0 7,0 8,0 —
Сила тока, А . 210 .300 220 .330 250 .380 300.:.450 ---
Диаметр электрода выбирают в зависимости от толщины свариваемого металла на основании следующей взаимозависимости.
Толщина, мм . 0,5 .1,0 1,0 .2,0 2,0 .5,0 5,0 .10,0 более 10
Диаметр, мм 1,0 . 1,5 1,5 .2,5 2,5 .4,0 4,0 .6,0 5,0 .8,0
При заварке отверстий малого диаметра на массивных деталях для обеспечения требуемого провара рекомендуется выбирать силу тока на 10 . 15% больше, чем указано выше.
Автоматическая наплавка деталей под флюсом. Автоматической наплавкой называют сварочный процесс, при котором подача электродной проволоки, перемещение сварочной дуги вдоль шва, подача защищающих и легирующих материалов в зону дуги механизированы. Основными преимуществами автоматической наплавки по сравнению с ручной сваркой являются: надежность получения высокого качества, стабильность технологического процесса, повышение производительности труда, невысокая квалификационная требовательность к специалистам и рабочим.
Для каждого способа наплавки применяются определенные режимы сварки, марки проволоки и другие наплавочные материалы.
Процесс сварки под флюсом был разработал академиком Е.О.Патоном в годы Великой Отечественной войны применительно к сварке броневой стали танков. Затем его ученики в Институте электросварки АН УССР имени Е.О.Патона разработали процесс наплавки под флюсом электродной проволокой различных деталей машин.
Процесс наплавки происходит при горении дуги между электродной проволокой и деталью под слоем сыпучего флюса, покрывающего зону дуги и расплавленного металла. В процессе наплавки дуга расплавляет ближайшие частицы флюса и горит внутри полости из эластичной оболочки из расплавленного флюса, которая защищает зону дуги и расплавленного металла от попадания воздуха и пропускает выделяющиеся газы.
При автоматической наплавке под флюсом электрическая дуга горит между деталью 5 и электродной проволокой 4 (рис. 2). К дуге непрерывно подается электродная проволока и флюс. Проволока оплавляется и непрерывно стекает в жидкую ванну расплавленного металла, над которым находится слой расплавленного флюса в виде эластичной оболочки, надежно изолирующей плавильное пространство от окружающего воздуха, обеспечивая получение наплавленного металла без пор. Через расплавленный флюс происходит легирование наплавленного металла. При увеличении давления внутри флюсового пузыря оболочка не мешает образующимся газам прорываться наружу.
Шлаковая корка неэлектропроводная и не расплавляется электрической дугой, поэтому ее необходимо удалять. В противном случае в наплавленном металле остаются шлаковые включения, которые истирают сопряженный металл. Отделимость шлаковой корки ухудшается с увеличением температуры детали, и при определенной температуре ее удалить невозможно. При наплавке под флюсом деталей диаметром менее 50 мм шлаковая корка перестает отделяться после наплавки 3 .4 валиков, поэтому для деталей диаметром менее 50 мм применяют вибродуговую наплавку в жидкости или наплавку в среде защитных газов.
Разделы
- Главная
- Понятие и значение экономики транспорта
- Проектирование участка улицы
- Тепловозы на природном газе
- Особенности транспортной логистики
- Экспорт транспортных услуг
- Электрооборудование автомобилей
- Материалы
- Карта сайта