Описание способов устранения дефектов
К достоинствам способа относятся — меньший нагрев деталей; возможность наплавки при любом пространственном положении детали; более высокую по площади покрытия производительность процесса (на 20 . 30 %); возможность наплавки деталей диаметром менее 40 мм; отсутствие трудоемкой операции по отделению шлаковой корки, а к недостаткам — повышенное разбрызгивание металла (5 . 10%), необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами, открытое световое излучение дуги.
Для наплавки применяют следующее оборудование: наплавочные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7,5/30; подогреватели газа; осушитель, заполненный силикагелем КСМ крупностью 2,8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или ротаметры РС-3, РС-ЗА, РКС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную проволоку Св 12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12X13, Св-06Х19Н9Т, Св-18ХМА, Нп ЗОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др.
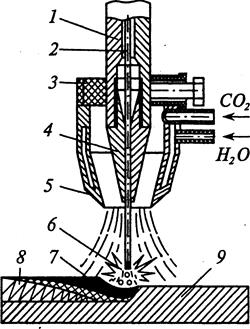
Рис. 5. Схема наплавки в среде углекислого газа:
1 — мундштук; 2 — электродная проволока; 3 —горелка; 4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга; 7 — сварочная ванна; 8 — наплавленный металл; 9 — наплавляемая деталь
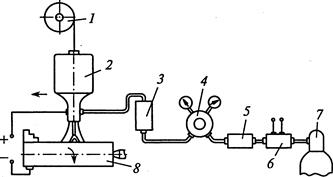
Рис. 6. Схема установки для дуговой наплавки в углекислом газе:
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; 6 — подогреватель; 7 — баллон с углекислым газом; 8 — деталь
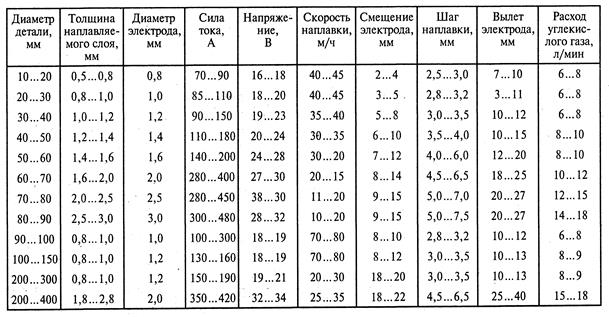
Режимы наплавки, выполняемой на цилиндрических деталях, приведены в табл. 6.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой детали и требуемых физико-механических свойств наплавленного металла. Скорость подачи проволоки зависит от силы тока, устанавливаемой с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги. Скорость наплавки зависит от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5 . 3,5 мм. Каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200 .300 НВ.
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха.
Механизированную сварку в углекислом газе применяют при ремонте кабин, кузовов и других деталей, изготовленных из листовой стали небольшой толщины, а также для устранения дефектов резьбы, осей, зубьев, пальцев, шеек валов и т.д.
Таблица 6 Режим наплавки цилиндрических поверхностей
В ходе выполнения данного проекта я произвёл расчёт необходимой площади кузнечно-термического участка в соответствии с годовой производственной программой. А также разработал технологический процесс на восстановление ролика опорного катка трактора Т-130. Я научился производить расчёт количества рабочих мест на участке, рассчитывать списочное и явочное число рабочих, а также определять количество необходимого рабочего оборудования на участке, и исходя из необходимого оборудования определять необходимую площадь участка.
Полученные в этой работе знания будут необходимы при выполнении дипломного проекта, и пригодятся в дальнейшей работе.
Разделы
- Главная
- Понятие и значение экономики транспорта
- Проектирование участка улицы
- Тепловозы на природном газе
- Особенности транспортной логистики
- Экспорт транспортных услуг
- Электрооборудование автомобилей
- Материалы
- Карта сайта