Описание способов устранения дефектов
Нарезание резьбы. В современных дорожно-транспортных машинах и тракторах резьбовые соединения продолжают оставаться наиболее распространенным способом разъемного соединения деталей. В процессе работы машин эти соединения очень часто повреждаются. Поэтому при ремонте дорожно-строительных машин и тракторов слесарю приходиться ремонтировать резьбовые соединения в старых деталях или изготавливать новые крепежные детали (винты, болты, шпильки, гайки) с нарезанием резьбы.
Нарезание резьбы может быть осуществлено на станках или вручную. На станках эту операцию выполняют при ремонте машин в стационарных условиях. Если ремонт машины ведут на месте ее эксплуатации и притом деталь, в которой необходимо нарезать резьбу, невозможно или нецелесообразно демонтировать, то резьбу нарезают вручную, пользуясь специальным резьбонарезаным инструментом.
В зависимости от назначения резьбонарезательный инструмент подразделяют на инструмент, предназначенный для нарезания внутренней резьбы (т.е. резьбы в отверстиях) и для нарезания наружной резьбы (на стержнях).
К инструментам для нарезания резьбы в отверстиях относятся метчики, приводимые в движение воротками.
Метчик (рис. 1,а,б,в,) представляет собой стальной стержень из инструментальной стали марок У10А, У12А или легированной стали марок 9Х и 9ХС. Метчик состоит из рабочей части 1, на которой нарезана резьба, разделенная продольными канавками, хвостовиками 2 и квадратной головки 3. Передний конический участок 4 рабочей части метчика называют заборной частью, а задний цилиндрический — калибрующей. Ручные слесарные метчики изготавливают в комплекте из двух или трех метчиков (для черновой проходки, средний и для чистовой проходки). По виду нарезаемой резьбы ручные метчики делятся на четыре типа: для метрической резьбы, для требной резьбы, для прямоугольной и трапециедаль-ной резьбы. По направлению канавок различают метчики с прямыми и винтовыми канавками. Направление винтовых канавок может быть левым (у метчиков с правой резьбой) и правым (у метчиков с левой резьбой).
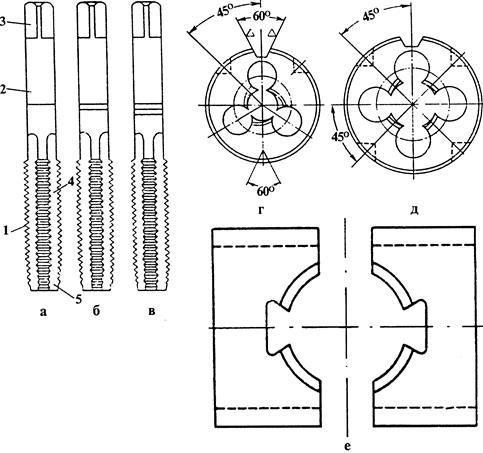
Рис. 1. Слесарные метчики черновой (а), промежуточный (б), чистовой (в) и плашки цилиндрические (г, д), раздвижные призматические (е).
Чтобы получить хорошую резьбу в отверстии, диаметр метчика должен строго соответствовать диаметру отверстия. Если диаметр выбранного метчика меньше, то резьба получиться недостаточно глубокой и при нагрузке на соединение в процессе работы резьба будет сорвана. Если диаметр метчика больше диаметра отверстия, то при нарезании резьба будет срываться самим метчиком или будет сломан метчик.
Нарезание резьбы ведут в такой последовательности: устанавливают метчик так, чтобы его ось совпала с осью отверстия и была перпендикулярна поверхности нарезаемой детали, затем, подавая его вперед, начинают поворачивать сначала на оборот вправо, потом пол-оборота обратно. При этом нагрузке на оба рычага воротка должны быть одинаковыми, чтобы избежать перекоса метчика. Такие круговые движения повторяются до полного образования резьбы в отверстии. После нарезания резьбы черновым резцом операцию повторяют средним, а затем чистовым. Для охлаждения метчика в гфоцесса работы, а также с целью повышения чистоты обрабатываемых поверхностей применяют охлаждающие жидкости и смазки. Для стальных деталей в качестве охлаждающих и смазывающих жидкостей применяют эмульсию или олифу; для чугунных и алюминиевых деталей — керосин; для медных и латунных — скипидар или мыльную воду.
Наружную резьбу нарезают при помощи круглых или раздвижных призматических плашек. Круглая плашка (рис. 1,г,д) представляет собой диск с отверстием из инструментальной углеродистой или легированной стали. Внутренняя часть плашки имеет резьбу, разделенную на части круглыми канавками. Как и у метчиков, рабочая часть плашек имеет заборную и калибрующую часть. Для нарезания резьбы плашку устанавливают на стержень и с помощью воротка начинают поворачивать с небольшим, но равномерным нажимом на оба рычага воторка. Повороты осуществляют так же, как и при нарезании внутренней резьбы: один поворот вправо, затем пол-оборота влево и т.д. При этом плашка заборной частью срезает часть металла, образуя резьбу. Калибрующая часть плашки служит для навинчивания ее на нарезаемую резьбу и выполняет роль ходового винта, осуществляющего подачу плашки вперед. После нарезания резьбы требуемой длины плашку свинчивают с нарезанной части стержня. Воротки для поворачивания плашек могут иметь общую длину 130—480 мм, а диаметр отверстия для крепления плашки 55—90 мм. Раздвижные призматические плашки (рис. 1,е) для ручного нарезания резьбы состоят из двух частей, которые вставляют в крупп и закрепляют в нем при помощи упорного *винта и вкладного сухаря. Эти плашки изготавливают комплектами по 4-5 пар в каждом. Резьбовая часть плашек состоит из 7 витков, которые распределены следующем образом: 4 витка составляют заборную часть и 3 — калибрующую. При нарезании резьбы плашками для смазывания и охлаждения инструмента и повышения качества работ применяют охлаждающие жидкости, как и при работе метчиками.
Разделы
- Главная
- Понятие и значение экономики транспорта
- Проектирование участка улицы
- Тепловозы на природном газе
- Особенности транспортной логистики
- Экспорт транспортных услуг
- Электрооборудование автомобилей
- Материалы
- Карта сайта